Founded in 1987, Liming Heavy Industry specializes in the production of stationary crushers in medium and large models, mobile crushing plants, and ball mills. With over 30 years of technical experience, the company adopts advanced production technologies from the United States, Germany, Australia, and other countries. The company's professionalism and product quality are comparable to well-known international brands in the industry.
Crushing Equipment Selection Guide for Aggregate Producers
June 28th 2026
Based on our recent plant audits in high-silica granite quarries, the most common threat to operational viability isn’t the upfront equipment price, but the hidden geometric mismatch between the rock’s compressive strength and the selected crushing cavity. Operators force hard rock into standard impactors and watch their wear parts dissolve in hours. Plant design is an exact science governed by material physics and load balancing. The metallic screech of high-quartz ore tearing through a standard manganese blow bar is the sound of your capital payback velocity crashing. Stop guessing on your circuit setup.
Diagnosing the 160MPa Threshold in Primary Circuits
Material hardness dictates the survival of your primary stage components.
When feeding raw material exceeding 160MPa, the C6X series jaw crusher provides the mandatory structural defense. Heavy-duty eccentric shafts and steep toggle plate angles force a sheer compressive break along the rock’s natural crystalline cleavage planes. Attempting to deploy an impactor at this stage introduces catastrophic fatigue to the rotor. The physics do not care about your production schedule. High-compressive ores mandate rigid cavity geometry to prevent uncrushed slabs from choking the discharge opening.
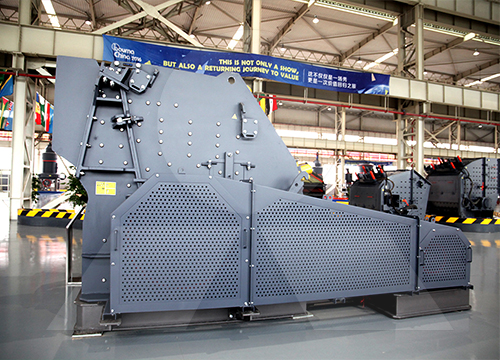
Figure 1: C6X Series Jaw Crusher fracturing 200MPa basalt in a primary reduction circuit.
Synchronizing Secondary and Tertiary Stages for Grain Shape Control
Strict flakiness and elongation constraints require closed-circuit mass balance mapping.
Producing premium concrete aggregate forces a strict reliance on the secondary and tertiary stages to correct particle geometry. The HPT and HST series cone crushers leverage lamination crushing principles to generate a cubical product. Squeezing the material bed against itself minimizes the generation of micro-fractures inside the individual stones. You must synchronize the eccentric throw of the cone crusher with the precise feed rate from the primary jaw. Starving a cone crusher destroys the lamination effect. The resulting friction pattern on a starved mantle reveals severe, uneven degradation that directly spikes your expenditure per shift.
The Synchronized Equipment Matrix for Multi-Stage Production
To handle abrasive silica at 300 tons per hour while maintaining an 8% flakiness index, we have engineered the following circuit matrix.
Evaluating the mechanical limits of each machine ensures that the material flow remains continuous. The bottleneck always occurs when the secondary stage cannot process the peak output of the primary jaw. Analyze the precise capabilities of the CI5X impact crusher versus the HST cone crusher to assign the correct machine to the correct geological profile.
Process Stage
Recommended Model
Capacity (tons per hour)
Max Feed (millimeters)
Power (kilowatts)
Primary Reduction (Hard Rock)
C6X110 Jaw Crusher
300-450
800
132
Secondary Shaping (Abrasive)
HST250 Cone Crusher
150-250
215
250
Secondary Shaping (Medium Hardness)
CI5X1520 Impact Crusher
250-400
700
315
Figure 2: CI5X Impact Crusher rotor geometry optimized for secondary shaping of non-abrasive materials.
Field Wear Benchmarks: Synchronizing HPT300 with Abrasive Granite
Power Consumption Thresholds: 250 kilowatts continuous load
Architect’s Log: Calibrating System Bottlenecks in 300tph Mixed-Ore Circuits
Why does the flakiness index spike when the jaw crusher CSS is adjusted? Observing the surge pile behavior reveals the truth. Opening the jaw CSS allows oversized slabs to hit the secondary cone crusher directly, bypassing the intended volumetric reduction ratio and forcing the cone to perform primary-level fracturing. Can we use an impact crusher on 180MPa river gravel? Tracking the historical wear data on silica-rich gravel proves this is a lethal configuration. The high silica content acts as industrial sandpaper against the blow bars, destroying rotor integrity within 48 hours of operation. What happens if the primary stage outpaces the secondary cone? Do not let the primary feed outrun the closed-circuit capacity. The resulting overflow causes severe material packing inside the cone chamber, leading to immediate amperage spikes and hydraulic relief valve triggers. How does moisture content affect the VSI tertiary stage? Analyzing the fluid dynamics of wet fines shows they turn into a sticky industrial paste that bridges the rotor ports, severely shifting the dynamic balance and vibrating the main shaft assembly apart.
Enforcing Flakiness Standards in High-Volume Granite Circuits
Failing to map the 160MPa compressive strength boundary against the secondary stage capabilities guarantees that your impact blow bars will shatter, sending unfiltered metallic shrapnel through the tertiary screens and halting the entire mass balance flow. Align your cavity geometry with the crystalline structure today. Overlooking the exact volumetric synchronization between the C6X jaw and the HPT cone will trigger massive hydraulic seizures next month.
Stop Guessing on Grain Shape Geometries
“Let’s execute a strict mass balance mapping on your secondary circuit.” — From the Desk of your Senior Plant Architect